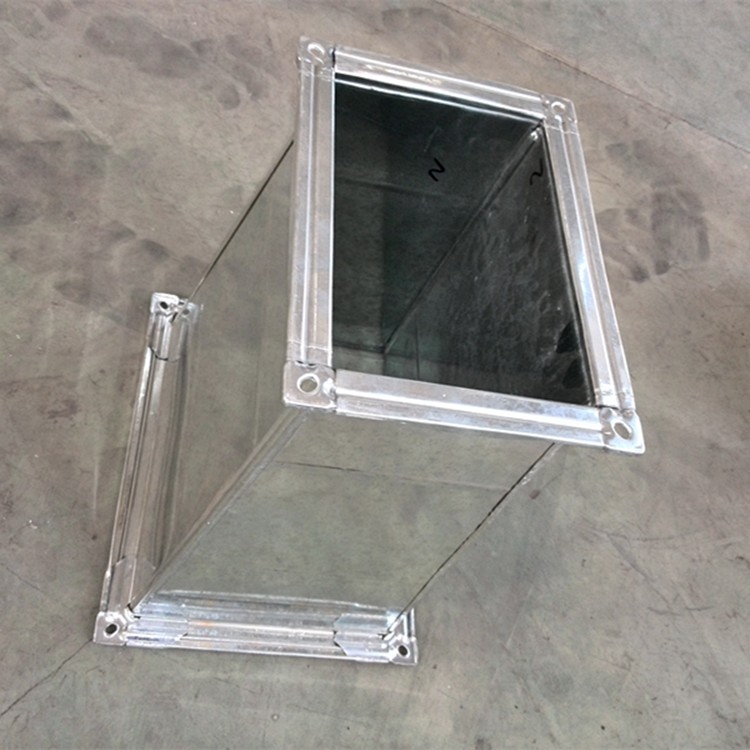
共板式法兰风管的加工注意事项及施工应用:
过程控制要点:型材符合规范要求,无锈蚀、结壳、麻点;焊接法兰的焊接接头平面度不大于0.5mm,铆钉镀锌,铆钉间距为不大于100mm(螺孔间距不大于12mm),铆钉应镀锌,铆钉间距不大于100mm且不大于0。
共板式法兰风管施工全过程80%由厂内机械设备按工艺流程加工,包括下料、成型、接头及角接、密封处理、清洗处理、风管吊架、吊杆制作。在通风管道施工现场,剩余的风管连接和吊装工作,现场施工工具简单,安装方便。与普通角钢法兰风管相比,整个系统更重量轻,安装方便,省时、省力、省材料。
在普通民用通风空调工程中,常用的板式法兰风管技术不断得到应用,使其得到越来越多的通风管道工程和空调通风工程施工单位的认可和认可。